Сила в надёжности и качестве!
От совместной работы к общему успеху


От совместной работы к общему успеху
ООО «АЛЬЯНСМАШ» является управляющей компанией снежнянского завода химического машиностроения, предприятие, специализируется на производстве оборудования для химической промышленности. В производстве химического оборудования наше предприятие применяет технологии изготовления из высокопрочных материалов. На предприятии работает высококвалифицированный персонал, включая инженеров, конструкторов, технологов, токарей, сварщиков и других специалистов.
Мы предлагаем широкий спектр продукции, которая работает с разными типами химических веществ. Наша продукция отвечает самым высоким стандартам качества и безопасности.
Мы уделяем огромное внимание совершенствованию нашего производственного процесса и постоянно ищем новые решения, которые позволят нам производить продукцию еще более эффективно и экологично. Наши сотрудники – это команда профессионалов со стажем, которые обладают высокой квалификацией и опытом работы в инженерной отрасли.
Постоянно развивая нашу продукцию, мы также стремимся предоставлять нашим клиентам лучший сервис. У нас есть состав команды, которая всегда готова ответить на любые вопросы, консультировать и помочь вам выбрать наиболее подходящий продукт для вашего бизнеса.
Мы рассчитываем на долгосрочное сотрудничество со всеми нашими партнерами и поэтому готовы предоставлять гарантируемое качество продукции и своевременную поддержку.
Нажмите на категорию, чтобы скачать каталог







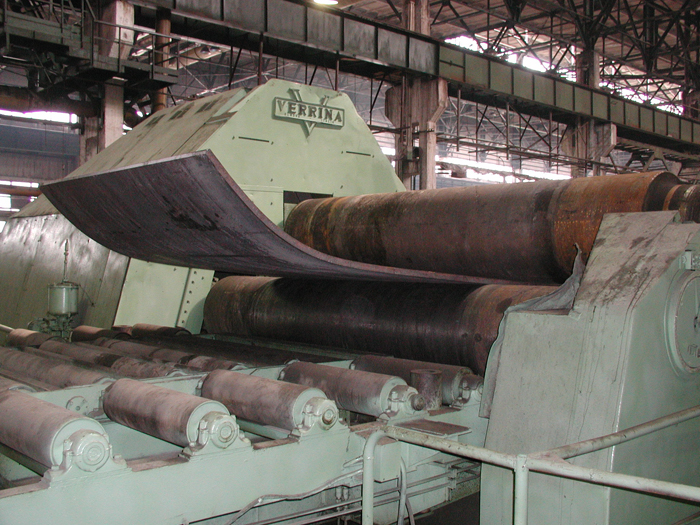
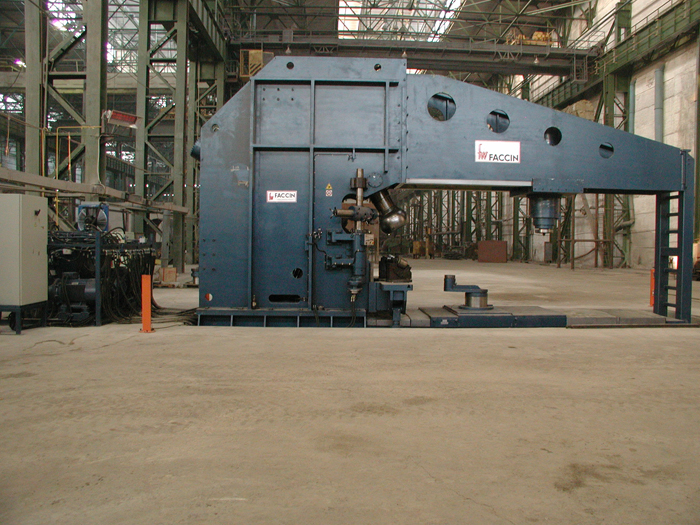
Наша компания обладает всем необходимым оборудованием, в том числе уникальным, для качественного изготовления различного оборудования (станочный парк для всех видов металлообработки; сверлильный станок для глубокого сверления с ЧПУ фирма "Kolb" (Германия). линия производства эллиптических днищ фирмы FACCIN S.r.l., сварочное оборудование для всех методов сварки; установки автоматической сварки "Deuma" (Германия), листогибочная машина "Verrina" (Италия), кузнечно-прессовое оборудование; кромкогибочная машина "Erfurt" (Германия), вальцовочные машины, станки для штамповки и резки металла , печи для термической обработки и др.).
Продукция предприятия выпускается согласно требованиям ASME (Американского общества
инженеров механиков) является единственным в Европе, имеющим четыре присвоенных кода:
"S" - изготовление энергетических котлов;
"U" - изготовление сосудов работающих под давлением (до 20 МПа);
"U2" - изготовление сосудов работающих под давлением (свыше 20 МПа);
"T" - изготовление транспортируемых сосудов работающих под давлением.
Оборудование, применяемое в заготовительном производстве, позволяет резать, гнуть и формовать листовой прокат толщиной до 100 мм, а также обрабатывать разнообразный профильный прокат.
Максимальная ширина изгибаемого листа: 4000 мм
Максимальная толщина изгибаемого листа:
при гибке в холодном состоянии: 80 мм
при гибке в горячем состоянии, 100 мм
Механическое усилие прессов, 1000 тс
Максимальная толщина резки листового проката:
ножницы, 32мм
плазма, 80 мм
газовая резка, 250 мм
автоматическая газовая резка, 250мм
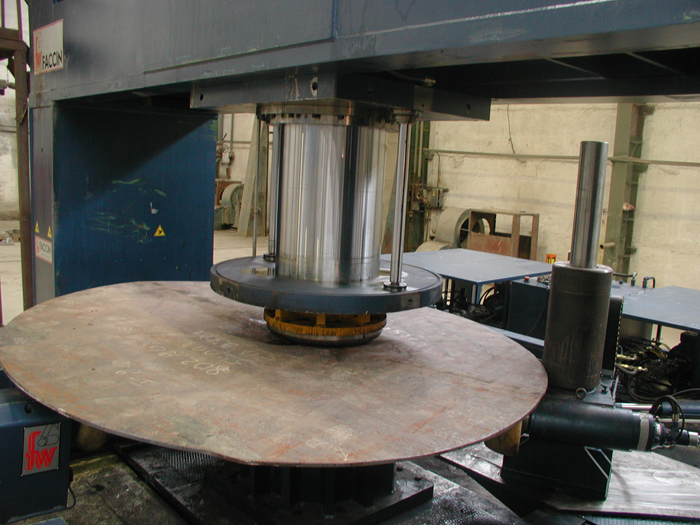
На предприятии имеется самое современное оборудования по производству эллиптических днищ.
Технология изготовления - фланжирование.
Максимальная толщина листа - 45 мм (для холодного фланжирования) и до 60 (при горячем фланжировании).
Максимальный вес фланжируемой заготовки- 12 тонн
Максимальный диаметр заготовки - 6000 мм
Максимальный диаметр днищ - 5200 мм
Применяемые способы сварки:
автоматическая сварка под флюсом;
полуавтоматическая сварка в среде защитных газов;
сварка покрытыми электродами;
сварка в среде инертного газа неплавящимися электродами;
Толщина свариваемых деталей - от 1 до 100 мм.
Свариваемые стали и сплавы: низкоуглеродистые; низколегированные; высоколегированные; нержавеющие;
биметаллы; алюминий и его сплавы.
Цехи оборудованы роликовыми стендами грузоподъёмностью 30, 60, манипуляторами от 5 до 20 т.
Максимальная высота перемещения сварочного балкона для автоматической сварки 3,5 м.
Оборудование, применяемое в механообрабатывающем производстве, позволяет производить все
виды лезвийной, абразивной и электроэрозийной обработки деталей и узлов самых различных
габаритов. Наряду с отечественным оборудованием значительную долю занимают станки
зарубежных фирм, таких как KOLB (Германия) и др.
Максимальная длина строгания, 12 000 мм
Максимальный диаметр обрабатываемой детали для карусельного станка, 5 000 мм
Максимальная глубина сверления, 1 000 мм
Максимальная высота обрабатываемой детали, 2 000 мм
Максимальный диаметр сверления, 1000 мм
На заводе имеется бюро термической обработки с квалифицированными специалистами,
разрабатывающими технологические процессы на закалку, нормализацию, отжиг, отпуск по всем
маркам сталей в соответствии с требованиями стандартов.
Характеристики оборудования
Шахтные электрические печи для закалки и отпуска:
максимальный диаметр детали, мм: 1000
Термическая печь с выкатным подом, площадью 25 м2:
размеры пода печи, мм: 3700 х 7200
высота: 2300
максимальная температура нагрева ( C ): 980
В связи с тем, что ряд аппаратов по своим параметрам невозможно транспортировать целиком,
в сборе, сборка негабаритных аппаратов производится непосредственно на монтажных площадках
заказчиков, с участием специализированных монтажных организаций.
Установка и регулировка съёмных элементов, гидроиспытание аппаратов производится в вертикальном
положении. Сварка аппаратов осуществляется электродуговой сваркой с покрытыми электродами и
автоматом под слоем флюса. Контроль качества сварных соединений, производимых на монтаже: внешний
осмотр, механические испытания образцов-свидетелей, металлографические исследования, стилоскопирование,
ультразвуковая дефектоскопия, радиационный метод, измерение твёрдости, цветная дефектоскопия.
Термическую обработку аппаратов на монтаже производят методом вдувания продуктов сгорания природного
газа или термоэлементами.
Для контроля качества материалов, идущих на изготовление оборудования, на предприятии
имеется центральная заводская лаборатория, которая осуществляет:
определение и оценку прочности, деформационных и энергетических характеристик поступающих на
завод конструкционных материалов и сварных соединений при различных температурных режимах стандартными
методами механических испытаний (в т.ч. определение твердости металла неразрушающим контролем
и механические испытания при повышенных температурах (до 400оС);
металлографический контроль макро- и микроструктуры металлов и сварных соединений на всех стадиях
технологического процесса;
контроль химического состава спектральным и химическим способом, качественный спектральный
анализ непосредственно на изделии.
Для контроля качества сварных швов лаборатория использует следующие методы неразрушающего контроля:
рентгенография;
ультразвуковая дефектоскопия;
цветная дефектоскопия;
люминесцентно-гидравлический метод;
контроль на плотность;
магнитопорошковый контроль;
техническая диагностика сосудов работающих под давлением, паровых и водогрейных котлов , трубопроводов
пара и горячей воды, грузоподъемных кранов.
Персонал лаборатории получил соответствующую квалификацию и сертифицирован по неразрушающим
и разрушающим методам контроля.
Отдел технического контроля завода осуществляет контроль за качеством продукции согласно
нормативно-технической документации.
ОТК проводит входной контроль поступающих материалов, полуфабрикатов, комплектующих изделий;
осуществляет контроль качества продукции, выпускаемой заготовительными и сборочными цехами;
проводит пооперационный контроль на всех стадиях производства изделий; даёт заключение о результатах
испытаний готовой продукции; оформляет документацию на принятую продукцию (наряды, накладные,
акты испытаний, технологические паспорта, заявки на различные виды лабораторных проверок, сертификаты);
оформляет и отправляет заказчику паспорта на готовую продукцию.
Отдел главного конструктора завода разрабатывает рабочие чертежи по техническим проектам. Рабочие
чертежи являются окончательной конструкторской документацией для изготовления аппаратов. На
основании конструкторской документации разрабатываются технологические процессы объёмы и методы
контроля.
На основании этих документов оформляются паспорта на готовое изделие.
Заказчик может проверить качество выполненных производственных процессов в любое время по диаграммам,
журналам термообработки, по результатам лабораторных проверок, по технологическим паспортам
и заключениям по испытаниям. Заказчик также может осуществить контроль на любой стадии изготовления
оборудования.
Существующая система контроля качества определяет схему управления качеством в различных подразделениях
и их полномочия, права и ответственность в области качества.
Вид транспортного средства при отгрузке готовых изделий выбирается в зависимости от
габаритов изделий и желания заказчика:
Автотранспортом:
диаметр описанной окружности - 4 500мм
длина - до 13 000 мм
масса - до 20 т
Железнодорожным транспортом:
диаметр описанной окружности - 3 800 мм
длина - до 56 000 мм
масса - до 300 т
Технические возможности грузоподъемных машин:
Имеются электромостовые грузоподъёмные краны
максимальный грузоподъём - 160 т
максимальный вес поднимаемого изделия - 300 т
Изготавливаемые аппараты покрываются эмалью ПФ 115 или другими красками по желанию
потребителя.
Внутренняя поверхность может быть законсервирована:
вакуумированием с последующим заполнением азотом;
путем заполнения внутренней полости нейтральным газом.
Крепежные изделия могут быть оцинкованными или подвергнуты химическому оксидированию.
Мы всегда готовы ответить на ваши вопросы, свяжитесь с нами любым удобным для вас способом: